Працэс зваркі пад флюсам з'яўляецца найбольш ідэальным выбарам у важных галінах прымянення трубаправодаў, сасудаў пад ціскам і рэзервуараў, вытворчасці шляхоў і буйнога будаўніцтва.Ён мае самую простую форму з аднаго дроту, структуру з двух дротаў, структуру з двух дротаў серыі і структуру з некалькіх дротаў.
Працэс зваркі пад флюсам можа прынесці карысць карыстальнікам у многіх сферах зваркі, ад павышэння прадукцыйнасці да паляпшэння ўмоў працы да нязменнай якасці і г.д.Прадпрыемствы па вытворчасці металу, якія плануюць унесці змены ў працэс зваркі пад флюсам, павінны думаць пра мноства пераваг, якія можна атрымаць ад гэтага працэсу.
Базавыя веды па зварцы пад флюсам
Працэс зваркі пад флюсам падыходзіць для патрабаванняў цяжкіх прамысловых прымянення трубаправодаў, сасудаў пад ціскам і рэзервуараў, будаўніцтва лакаматываў, цяжкіх канструкцый / земляных работ.Ідэальна падыходзіць для галін прамысловасці, якія патрабуюць высокай прадукцыйнасці, асабліва тых, якія ўключаюць зварку вельмі тоўстых матэрыялаў, якія могуць атрымаць вялікую карысць ад працэсу зваркі пад флюсам.
Яго высокая хуткасць наплавлення і хуткасць руху могуць аказаць істотны ўплыў на прадукцыйнасць працы, эфектыўнасць і вытворчыя выдаткі, што з'яўляецца адной з ключавых пераваг працэсу зваркі пад флюсам.
Дадатковыя перавагі ўключаюць у сябе: зварныя швы з выдатным хімічным складам і механічнымі ўласцівасцямі, мінімальную бачнасць дугі і нізкі зварачны дым, палепшаны камфорт працоўнага асяроддзя, а таксама добрую форму зварнога шва і лінію ног.
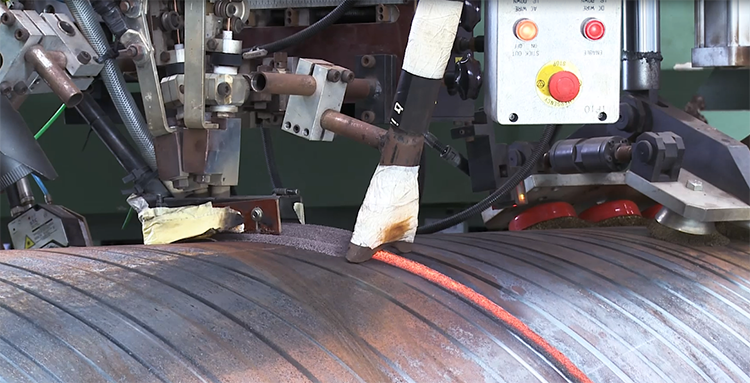
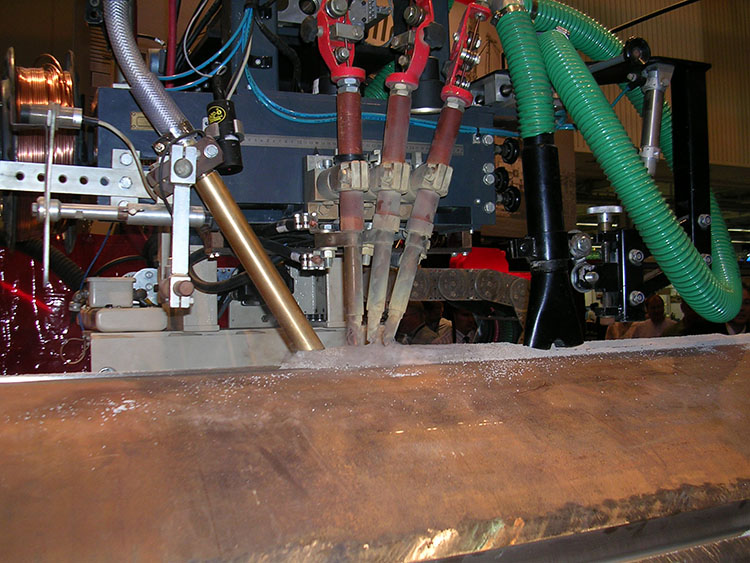
Зварка пад флюсам - гэта механізм падачы дроту, які выкарыстоўвае грануляваны флюс для аддзялення дугі ад паветра.Як вынікае з назвы, дуга знаходзіцца ў флюсе, што азначае, што калі параметры зададзены, дуга не бачная з патокам наступнага пласта флюсу.
Дрот бесперапынна падаецца гарэлкай, якая рухаецца ўздоўж шва.Награванне дугой расплаўляе ўчастак дроту, частку флюсу і асноўны матэрыял з адукацыяй расплаўленай ванны, якая кандэнсуецца з адукацыяй зварнога шва, пакрытага пластом зварачнага дзындры.
Дыяпазон таўшчыні зварачнага матэрыялу складае 1/16 “-3/4″, што можа быць 100% зваркай праплавленнем праз аднапраходную зварку, калі таўшчыня сценкі не абмежаваная, гэта можа быць шматпраходная зварка і выконваць адпаведныя выбар папярэдняй апрацоўкі зварнога шва і выбар адпаведнай камбінацыі флюсу дроту.
Выбар флюсу і дроту
Выбар правільнага флюсу і дроту для канкрэтнага працэсу зваркі пад флюсам мае вырашальнае значэнне для дасягнення найлепшых вынікаў у гэтым працэсе.Хоць працэс зваркі пад флюсам сам па сабе з'яўляецца эфектыўным, прадукцыйнасць і эфектыўнасць можна павялічыць нават у залежнасці ад выкарыстоўванага дроту і флюсу.
Флюс не толькі абараняе зварачную ванну, але і спрыяе паляпшэнню механічных уласцівасцяў і прадукцыйнасці зварнога шва.Рэцэптура флюсу аказвае велізарны ўплыў на гэтыя фактары, якія ўплываюць на прапускную здольнасць па току і вылучэнне дзындры.Прапускная здольнасць па току азначае, што можна атрымаць максімальна магчымую эфектыўнасць наплавлення і высокую якасць профілю зваркі.
Вылучэнне дзындры з пэўнага флюсу ўплывае на выбар флюсу, таму што некаторыя флюсы лепш падыходзяць для некаторых канструкцый зваркі, чым іншыя.
Варыянты выбару флюсу для зваркі пад флюсам ўключаюць актыўны і нейтральны віды зваркі.Асноўнае адрозненне заключаецца ў тым, што актыўны флюс змяняе хімічны склад зварнога шва, а нейтральны - не.
Актыўны флюс характарызуецца ўключэннем крэмнію і марганца.Гэтыя элементы дапамагаюць падтрымліваць трываласць зварнога шва на расцяжэнне пры высокай цеплавой нагрузцы, дапамагаюць зварнаму шву заставацца гладкім пры высокіх хуткасцях руху і забяспечваюць добрае вызваленне дзындры.
У цэлым актыўны флюс можа дапамагчы знізіць рызыку нізкай якасці зваркі, а таксама дарагой ачысткі і паўторнай працы пасля зваркі.
Аднак майце на ўвазе, што актыўны флюс звычайна лепш за ўсё падыходзіць для адна- або двухпраходнай зваркі.Нейтральныя флюсы лепш падыходзяць для вялікіх шматпраходных зварных швоў, таму што яны дапамагаюць пазбегнуць адукацыі далікатных зварных швоў, адчувальных да расколін.
Існуе мноства варыянтаў дроту для зваркі пад флюсам, кожны з якіх мае перавагі і недахопы.Некаторыя драты распрацаваны для зваркі пры больш высокіх цеплавых нагрузках, у той час як іншыя спецыяльна распрацаваны са сплавамі, якія дапамагаюць флюсу ачысціць зварны шво.

Звярніце ўвагу, што хімічныя ўласцівасці дроту і ўзаемадзеянне падводу цяпла могуць уплываць на механічныя ўласцівасці зварнога шва.Прадукцыйнасць таксама можа быць значна палепшана шляхам выбару напаўнення металам.
Напрыклад, выкарыстанне дроту з металічным стрыжнем у працэсе зваркі пад флюсам можа павялічыць эфектыўнасць наплавлення на 15-30 працэнтаў у параўнанні з выкарыстаннем цвёрдага дроту, адначасова забяспечваючы больш шырокі і дробны профіль пранікнення.
Дзякуючы высокай хуткасці ходу металічны парашковы дрот таксама зніжае паступленне цяпла, каб звесці да мінімуму рызыку дэфармацыі зваркі і выгарання.Калі вы сумняваецеся, пракансультуйцеся з вытворцам прысадка, каб вызначыць, якія камбінацыі дроту і флюсу лепш за ўсё падыходзяць для канкрэтнага прымянення.
Час публікацыі: 27 чэрвеня 2023 г